

LIFE FOR
PURE
PRECISION

Specialist for deep drilling technology
Deep hole drilling
Deep hole drilling is a part of modern metal cutting technology.
With a
deep hole drill
is used, for example, to machine camshafts, drive shafts, injectors or drill rods in medical technology and the food industry.
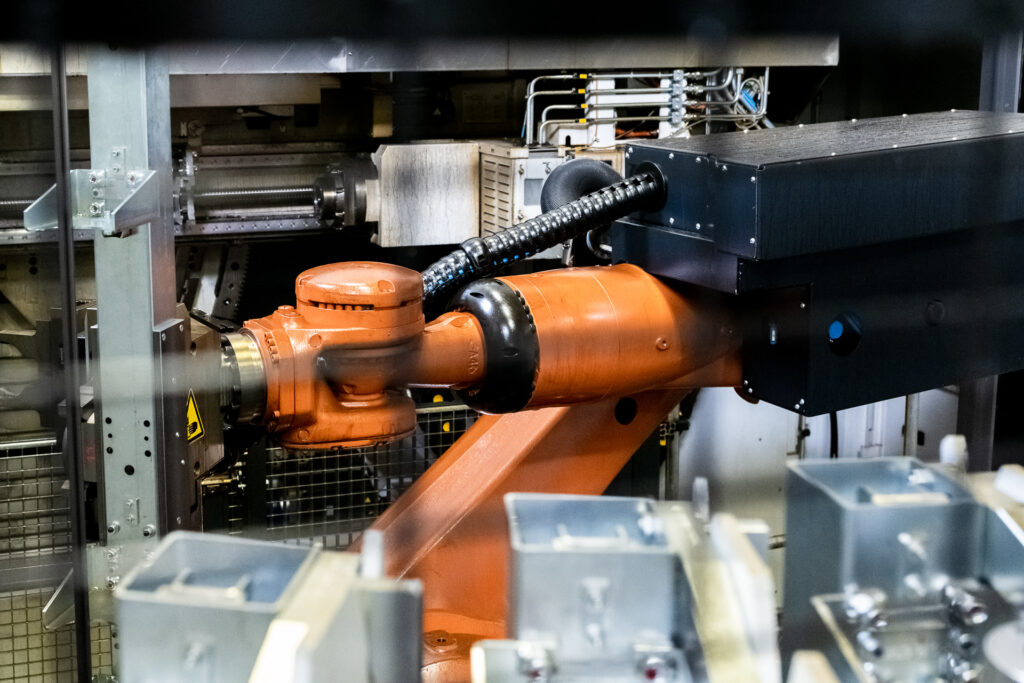
We at Gutekunst GmbH are specialized in deep drilling technology and process workpieces of various materials in the field of deep drilling – competently, precisely and at fair conditions also in contract manufacturing.





Gutekunst GmbH
This is us

We are currently looking for:
We train
Tradition, modernity and high-tech
We are a traditional company that wants to actively shape the future.
Satisfaction thanks to quality
We feel at home in metalworking.
Over 1000 renowned customers
from different industries rely on us as a partner.
We are here for you
Our team is always at your disposal to answer your inquiries of any kind. We look forward to hearing from you to develop solutions to your challenges or to tackle joint research projects. We believe that collaboration and exchange drive an innovative and dynamic company forward!
Deep hole drilling topic: Deep hole drilling definition
Deep hole drilling is an exciting manufacturing process in metalworking in which the drilling depth of the hole is significantly greater than the tool diameter. But when do we talk about deep hole drilling?
We talk about deep drilling when the drilling depth is at least three times the diameter. With deep drilling, in contrast to other drilling methods, much deeper boreholes are possible. The deep drilling method is also attractive from an economic point of view, as it is remarkably fast and allows a high surface quality as well as excellent bore quality during drilling. In addition, deep hole drilling differs from short hole drilling by the use of a cooling lubricant which is pumped under high pressure through the hole or cutting point at the workpiece.
The cooling agent lubricates and cools the area of the bore between the workpiece and the tool and ensures smooth chip evacuation when drilling in deep hole drilling technology. Since the deep hole drill has to be cooled constantly during drilling at such a depth, and at the same time it is necessary to remove the chips, deep hole drilling represents a special challenge in modern machining technology. In deep drilling, a distinction is made between three classic deep drilling methods.
- The deep hole drilling with single lip drill (ELB)
- Deep hole drilling with the Ejector deep hole drill bit
- The deep hole drilling by BTA deep hole drilling method
Single-lip deep drilling (ELB)
In the case of the single-lip deep drilling tool, the cooling lubricant is supplied through the cooling channel integrated in the tool and simultaneously removed with the chips through the v-shaped groove of the drill shaft. Single-fluted deep hole drills can be used for holes with a bore diameter of 0.5 to approximately 113.99 mm.
For this deep drilling method, the coolant must be pumped through the cutting edge of the drills with sufficient pressure and exits again at the cutting head. Single-lip deep hole drilling with the single-lip drill can only be realized if a high pressure can be generated for the cooling lubricant during drilling.
BTA Deep hole drilling
BTA drilling stands for Boring and Trepanning Association. In this deep drilling process, the cooling lubricant is supplied from the outside and the chips are discharged from the inside. The coolant of the drilling machine is supplied to the deep drilling tool (core drilling tool) by means of a drilling oil supply apparatus and a special seal.
BTA deep hole drilling is a single tube system, as it uses a single drill pipe for deep drilling. This makes it particularly suitable for the production of large batches (series production) for deep drilling in contract manufacturing. The drill core is drilled out of the hole during BTA drilling.
Ejector deep drilling
Ejector deep drilling is a variant of the BTA deep drilling process in which the coolant is fed to the workpiece via an ejector fitting. The cooling lubricant is supplied through a space between the drill pipe and the inner pipe, which is why the process is also called the “two-pipe process”. In this type of deep hole drilling, the chips are transported to the outside through an inner tube.
Deep hole drilling of metal and steel
A significant advantage of the deep drilling method is that fast and economical results are possible with deep boreholes. Thanks to years of experience and the use of suitable deep hole drilling machines, we at Gutekunst-Tiefholbohr can effortlessly handle even difficult materials with a large drilling depth. We primarily machine cubic workpieces of various steels, non-ferrous metals, aluminum as well as plexiglass and hardwood. A complete list of all materials we work with can be found on our website.
Deep hole drilling in contract manufacturing
Modern deep drilling machines ensure on-time order processing for contract work
We at Gutekunst drill reliably and professionally in contract manufacturing with large drilling depths. As a professional in the field of deep hole drilling in contract manufacturing and with more than 125 years of company history, we offer you a wide range of services in contract drilling and the complete production of a wide variety of materials. We drill small parts as well as large workpieces of high weight in contract manufacturing with professional deep drilling tools.
When it comes to contract deep-hole drilling, our company in Römerstein-Zainingen uses modern deep-hole drilling machines to produce everything from prototypes and one-offs to series production with large drilling depths. We use both ELB deep hole drills and BTA deep hole drills to achieve rapid success in deep drilling at high drilling depths.
Our qualified employees react flexibly and quickly to your request and complete your order on time at any time. Are you interested in our contract manufacturing services? Then we will be happy to make you an individual offer and answer your questions. Just give us a call or send us an e-mail and we will be there for you.
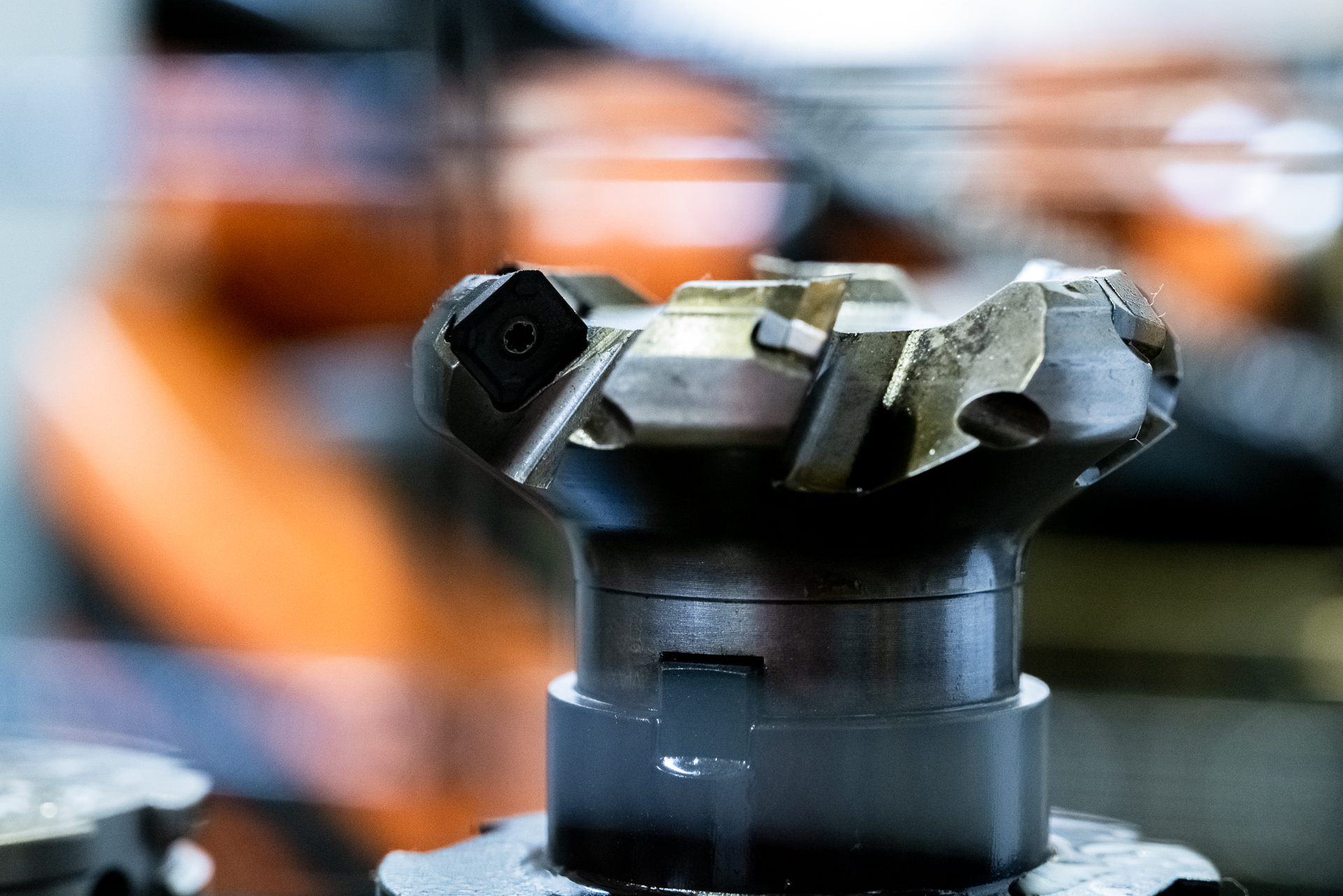
The advantages of deep hole drilling machines in deep hole drilling technology
Compared to a standard CNC machine, the deep hole drilling machine offers a number of significant advantages when drilling holes with a special drilling depth. Machining time and a tool change are saved on holes when the pilot drill is eliminated from the drilling process. Depending on the design of the deep drilling machine, it is also possible to drill several components simultaneously. By using professional deep drilling machines, an exceptionally good drilling quality can be achieved, even to a maximum drilling depth of several meters. The deep drilling machines are specially designed for deep drilling and therefore equipped with high pressure pumps and filters. The result when deep drilling holes with high drilling depths is significantly better than with conventional machining centers due to extremely reliable operation during the entire deep drilling process.